Измерение последовательности выполнения проекта
Многие владельцы бизнеса оценивают текущее качество и эффективность своих процессов разработки продуктов. Анализ возможностей процесса — это инструмент, который эти компании могут использовать для определения текущего состояния своих процессов разработки продуктов, чтобы помочь оценить, насколько хорошо их процесс разработки продуктов соответствует набору предопределенных спецификаций. Этот анализ также может помочь заинтересованным сторонам бизнеса разрабатывать инициативы по улучшению качества.
Чтобы использовать пример для оставшейся части этого руководства, предположим, что Бобби является владельцем Bobby's Bats. Он хочет оценить, насколько его биты соответствуют стандартам длины для Главной лиги бейсбола (MLB). Он будет использовать анализ возможностей процесса, чтобы определить, может ли его процесс соответствовать стандартам и насколько его производство находится в пределах спецификаций. Затем Бобби может использовать результаты этого анализа для измерения и контроля вариации своего процесса, чтобы оставаться впереди конкурентов.
Что такое возможности процесса?
Прежде чем обсуждать важность возможностей процесса, давайте сначала определим, что означает процесс.
Процесс может быть любой комбинацией инструментов, ресурсов или персонала, работающих в тандеме для производства определенного продукта или результата. В Bobby's Bats к ним относятся персонал, пилы и шлифовальные станки, древесина и морилка, используемые для изготовления бит, а также компьютерное программное обеспечение.
В идеале этот процесс должен был бы работать каждый раз последовательно, производя биту в точном соответствии со спецификациями MLB. Однако мы знаем, что более вероятно, что будут некоторые вариации в результатах процесса. Именно здесь становится полезным анализ возможностей процесса.
Возможности процесса предоставляют две критически важные части информации. Во-первых, они предоставляют мера изменчивости в выходных данных данного процесса. Во-вторых, он сравнивает возможности предлагаемой спецификации и предоставляет критически важные данные, которые обеспечивают эффективность производства, а также выявляют потенциальные проблемные области.
Возможности процесса требуют набора данных из контролируемого процесса, что означает, что выход измеряет рассматриваемый процесс, а затем создает нормальное распределение колоколообразной кривой с течением времени. Использование стандартных контролируемых наборов данных является ключом к успеху анализа возможностей процесса.
Возможности против стабильности
Процесс является Способным, если результаты предсказуемы и соответствуют спецификациям. Если на него влияют только повторяющиеся источники вариации, он называется стабильным. Спецификации процесса не требуются для оценки стабильности процесса, но необходимы для определения способности.
Индекс возможностей, CPK
Исследование возможностей процесса дает единую статистику, которая указывает на способность процесса постоянно обеспечивать результат, соответствующий приведенному ниже критерию.
- КФК <1,00 (плохой, недееспособный)
- 1,00< КФК <1,67 (удовлетворительно)
- CPK >1,67 (отлично, способно)
- CPK = 2 для процесса 6δ (т.е. процесса шести сигм)
Формула для OR, CP, CPK, PP и PPK
Что такое КФК?
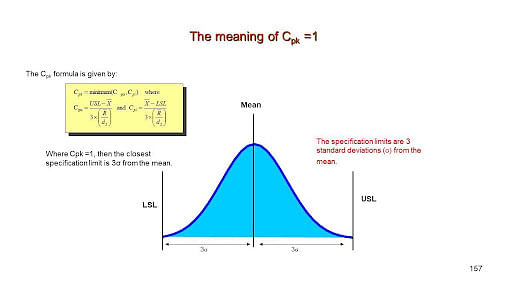
«Индекс возможностей» сокращенно обозначается как CPK. Это мера способности процесса генерировать выход, который находится в пределах спецификации процесса. Формула CPK использует оценку сигмы для детализации способности процесса соответствовать критериям с использованием среднего значения процесса. Когда CPK = 1, 99,73% всех точек данных находятся в пределах границ спецификации, т. е. 99,73% выходов процесса находятся в пределах спецификации. Определение CPK = 1.
Что такое КП?
CP — это мера способности процесса производить выход, который находится в пределах верхних и нижних ограничений спецификации. Метрика CP не учитывает центрирование процесса. Хотя CP может указывать на потенциал функционирования в рамках требований, неадекватное центрирование может исказить фактический выход, что приведет к выходу за пределы спецификации. В результате использование только CP может ввести в заблуждение, но оно может дать хорошее представление о потенциале процесса.
Дисперсия выходного сигнала процесса уменьшается по мере роста меры CP, которая в противном случае считается положительной. Выходной сигнал процесса становится все более однородным по мере уменьшения вариации.
CP обычно используется вместе с показателем CPK для понимания как центрирования, так и распространения.
Если значения CP и CPK равны, процесс центрируется между спецификациями; в противном случае, чем больше разница между двумя значениями, тем больше смещение процесса от среднего значения к номинальному среднему.
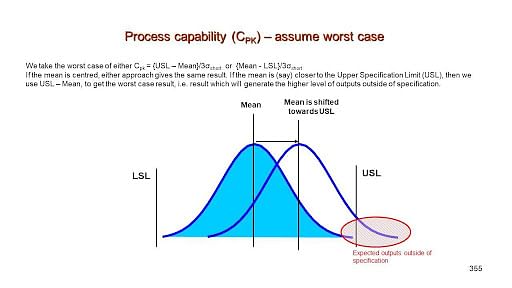
Возможности процесса (CPK): предположим наихудший вариант
КФК определяет, насколько хорошо контролируется процесс, путем мониторинга его распространения/дисперсии в определенных границах.
В метрических единицах:
CPK = {USL – Среднее}/3σshort или {Среднее – LSL}/3σshort
Мы выбираем наихудший сценарий: CPK = {USL – Среднее}/3σshort или {Среднее – LSL}/3σshort
Если среднее значение центрировано, оба aPProaches дают одинаковый результат. Если среднее значение близко к Верхнему пределу спецификации (USL), мы используем USL – Среднее для определения наихудшего результата, т. е. результата, который производит наивысший уровень выходов за пределами спецификации.
Что такое ППК?
Мера PPK показывает, насколько хорошо процесс выполняется по сравнению с параметрами процесса. Метрика PPK также учитывает центрирование выходов процесса по сравнению со спецификациями.
Поскольку PPK использует фактическую сигму процесса, а не оценку сигмы, как это делает CPK, CPK используется для измерения будущей производительности и возможностей процесса. PPK используется для измерения фактической прошлой производительности.
Согласно CPK, если PPK = 1, 99,73% всех точек данных будут попадать в указанные границы.
Что такое ПП?
PP — это мера фактической производительности процесса с точки зрения производства выходного продукта в пределах верхнего и нижнего предела спецификации (согласно CP).
Показатель PP не учитывает центрирование процесса, а лишь позволяет измерить степень дисперсии или вариативности процесса в нем.
Чтобы определить, как процесс выполняет относительно разброса/вариации и насколько эффективно процесс центрируется между границами спецификации. Мера PP должна использоваться в сочетании с мерой.
Дисперсия выходных данных процесса уменьшается по мере увеличения показателя PP.
Когда значения PP и PPK равны, процесс центрируется между спецификациями; когда они не равны, чем больше разница между двумя значениями, тем больше смещение к среднему значению процесса от номинального среднего.
Разница между CP, CPK и PP, PPK
Важно понимать разницу между различными расчетами. потенциальная возможность (CP) используется для измерения того, насколько процесс способен производить детали в пределах предопределенных или спецификационных пределов. Эти пределы определяются нижним пределом спецификации (LSL) и верхним пределом спецификации (USL). Разброс между текущим процессом и возможностями процесса измеряется с помощью шесть единиц стандартного отклонения процесса.
В случае Бобби LSL и USL будут определять, насколько короткими или длинными должны быть биты, соответствующие спецификациям MLB соответственно.
Фактическая производительность в процессе производства (CPK) измеряет, центрирован ли процесс между ранее определенными пределами спецификации. K — это фактор, который централизует данные. Если представить себе колоколообразную кривую, CPK измеряет, насколько центрирована кривая между пределами LSL и USL кривой.
Измерения CP и CPK предполагают, что выборка происходит из нормального распределения большой (более 50 измерений) случайно выбранной выборки.
Предварительная возможность процесса (PP) и соответствующий ей предварительный индекс возможности процесса (PPK) чаще всего используются для оценки новых процессов, которые еще не были созданы, или процессов, которые не соответствуют нормальному распределению данных.
В случае Бобби ему, возможно, придется рассчитать PP и PPK, если он решит изменить свой процесс, чтобы приспособиться к более высокому объему производства.
Преимущества эффективного процесса
- Процесс должен производить результаты, соответствующие стандартам. Эффективный процесс будет регулярно и надежно соответствовать требованиям спецификации.
- Эффективный процесс с небольшим разбросом обеспечит чрезвычайно однородные результаты.
- Благодаря надежному процессу с низкой изменчивостью можно сократить объем внутрипроизводственного и выходного контроля и испытаний, что позволит сэкономить время и деньги.
- Уровень дефектов будет минимальным или даже отсутствовать. Эффективный процесс будет иметь низкий уровень брака, доработок и ремонтов.
- Эффективный процесс, хорошо центрированный и с умеренным разбросом, позволит пересмотреть ограничения спецификации.
Требования и ожидания клиентов должны быть учтены в спецификациях. Это потребует постоянного общения с клиентом.
Как измерить и рассчитать возможности процесса
При выполнении анализа возможностей необходимо выполнить несколько шагов. Первый шаг — определить верхние и нижние пределы спецификации для процесса. Эти пределы может определить заказчик, клиент или персонал, участвующий в производстве продукта.
Вторым шагом является сбор выборки текущего производственного процесса для определения среднего значения и стандартного отклонения существующего выпуска продукции. На этом этапе получение большого размера выборки (обычно 50 или более измерений) и сбор образцов в течение длительного периода в одном производственном цикле имеет решающее значение для обеспечения надежной и точной выборки.
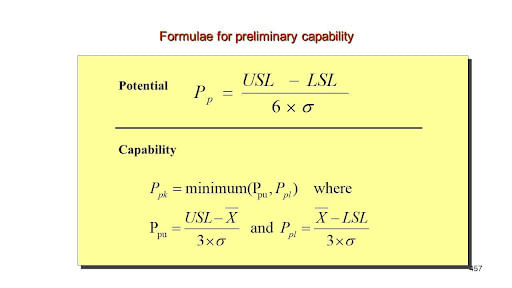
Потенциальная производительность рассчитывается путем деления ширины спецификации на процесс.
Поскольку потенциальная способность рассчитывается с использованием шести стандартных отклонений, Бобби умножит стандартное отклонение, которое он вычислил на основе своего образца, на шесть, чтобы получить ширину процесса. Он также вычтет LSL из USL, чтобы получить ширину спецификации, которая выглядит следующим образом:
CP=USL-LSL6σ
Бобби ищет возможности процесса, которые больше единицы (1). Если это так, это означает, что его процесс имеет потенциал, чтобы быть способным производить требуемые спецификации, в зависимости от способа центрирования процесса. Чтобы определить центрирование процесса, нам нужно вычислить фактическая производительность в процессе производства (CPK).
CPK — это измерение того, насколько центрирован процесс между спецификациями. Это определяется путем расчета возможностей процесса как нижней спецификации (CPl), так и верхней спецификации (CPU):
CPl=(Среднее значение процесса-LSL)(3s)
CPu=(USL-Среднее значение процесса)(3s)
После того, как они рассчитаны, мы берем наименьшее значение CPl или CPU, которое можно рассчитать следующим образом:
CPK=Мин(CPl, CPu)
Если минимальное значение меньше единицы (1), процесс не может быть принят и не будет соответствовать требуемым спецификациям. Хотя минимальное значение единицы (1) можно считать приемлемым, более желательны числа ближе к двум (2) и трем (3). Обратите внимание, что CPK выше 1,33 является стандартом, который большинство компаний требуют как удовлетворительную возможность процесса.
Если фактическая производительность Бобби во время производства немного ниже этой производительности, ему нужно будет внести некоторые изменения, если он хочет производить больше объемов в преддверии лета. Чтобы добиться этого, он мог бы работать над более надежным снижением изменчивости процесса или над центрированием средней точки выходного сигнала процесса.
Возможности обработки нестандартных данных
Расчет предварительной возможности процесса следует использовать только тогда, когда новый процесс устанавливается и еще не достиг статистического контроля. Критическое различие между предварительным индексом возможности процесса (PPK) и фактическим индексом возможности процесса (CPK) заключается в том, что PPK может оценивать только информацию из прошлого из-за отсутствия текущих данных о процессе. К сожалению, этот расчет не может использоваться для надежного прогнозирования будущих результатов процесса.
Также важно отметить, что значения CPK и PPK будут сильно различаться, когда процесс не находится под статистическим контролем. Понимание этих различий гарантирует, что вы выберете анализ возможностей, наиболее подходящий для вашего набора данных.
Важность возможностей процесса заключается в его способности информировать предприятия как о том, что у них получается хорошо, так и о том, что они могут себе позволить улучшить.
Интерпретация индекса возможностей
Индекс возможностей > 2,0 Отлично. На уровне шести сигм.
Индекс возможностей 1,34–2,0 Хорошо
Индекс возможностей 1,00-1,33 Нужен контроль
Индекс возможностей < 1,00 Невозможно
Факторы, влияющие на возможности процесса
- Состояние машин и оборудования
- Тип операции и условия эксплуатации
- Вид сырья
- Компетентность оператора и инспектора
- Метод измерения
- Состояние датчиков и приборов
- Гистограмма
- Схемы управления
- Анализ дисперсии
- Создайте график выполнения
Практические вопросы при проведении исследований возможностей
Оценки возможностей имеют как хорошие, так и плохие черты. Оценки CP и CPK, например, очень чувствительны к предположению, что выборка производится из нормального распределения, то есть большинство точек данных концентрируются вокруг среднего значения (среднего), создавая колоколообразную кривую.
Кроме того, отбор проб из стабильной системы необходим для получения значимых прогнозов производительности процесса для будущих результатов.
Многие специалисты по качеству сообщают только о числовых оценках компетентности. Другие указывают, что оценки возможностей — это всего лишь статистика или точечные оценки реальных возможностей процесса.
Другие способы получения значимых оценок возможностей могут быть подходящими для выборки из стабильных, но ненормальных распределений, например:
- Преобразование данных таким образом, чтобы они приблизительно описывались нормальным распределением.
- Применение другого распределения вероятностей, например, распределения Вейбулла или логнормального распределения.
Учитесь у экспертов, которые помогут вам сдать экзамен после регистрации на курс обучения PMP от Simplilearn. Зарегистрируйтесь сегодня на курс обучения сертификации PMP®!
Начните карьеру в сфере управления проектами!
Если вам интересно узнать больше о важности возможностей процесса и других концепциях управления проектами, рассмотрите возможность прохождения нашего курса обучения по сертификации PMP. Мы предлагаем комплексное обучение по управлению проектами, направленное на развитие менеджеров проектов, которые выйдут на вершину своей отрасли. Этот курс охватывает основные навыки и растущие практики для современных специалистов по управлению проектами. Это всемирно признанная программа сертификации, которая может помочь вам начать карьеру, о которой вы всегда мечтали!
Если вы еще не готовы перейти к программе сертификации, на нашем сайте есть несколько полезных инструментов, которые можно использовать бесплатно. Если информация в этой статье показалась вам ценной, рекомендуем ознакомиться с нашим руководством по предоставлению возможностей.




